Summary Sheet For Sheet Metal Progressive Die

Ready Bender Double Bend Part Youtube Tool And Die Maker Mould Design Design

Progressive Die Stamping Sheet Metal Fabrication Sheet Metal Metal Stamping

Progressive Stamping Tool Whatsapp 86 159 6253 6891 Sheet Metal Fabrication Metal Bending Metal Fabrication

Roller Bender Roller Former Roll Former Sheet Metal Bender Rb 100s Metal Bender Sheet Metal Bender Sheet Metal Tools

Pdf Computer Aided Strip Layout Design For Sheet Metal Progressive Dies

Nx 11 Advanced Sheet Metal For Automotive And Aerospace Parts Nx Design

Progressive processing in sheet metal manufacturing.
Summary sheet for sheet metal progressive die.

Automatic Progressive Die Stamping Sheet Metal Fabrication Metal Stamping Stamp

Automotive Die Stamping Sheet Metal Fabrication Metal Stamping Metal Fabrication

Automatic Metal Sheet Progressive Die Tooling Parts Youtube Metal Working Tools Metal Sheet Metal

Progressive Die Stamping Tooling Khuon

Sheet Metal Square Round Figure 1 Sheet Metal Work Sheet Metal Crafts Sheet Metal

Precision Sheet Metal Stamping Tool Tooling Type Stage Die Progressive Die Drawing Die Oemsheetmetalstamping Pre Stamping Tools Metal Stamping Sheet Metal

Pdf Tool Wear In Sheet Metal Stamping

Progressive Deep Drawn Stamping Sheet Metal Fabrication Metal Stamping Metal Bending

Double D Hole Punching Tool And Die Design Hole Punching Tool Design Metal Stamping
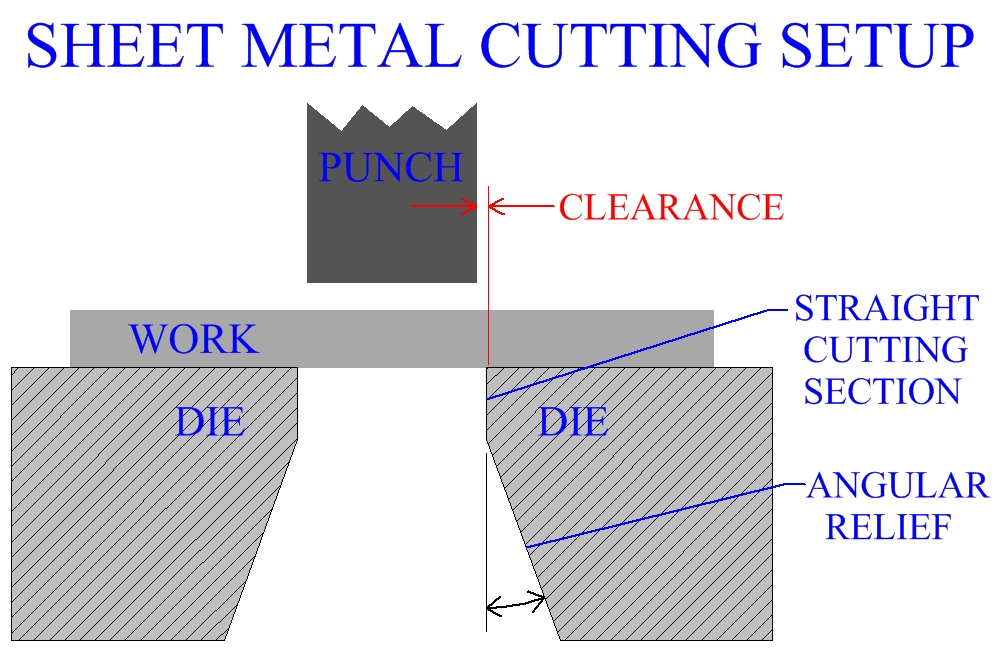
Sheet Metal Cutting
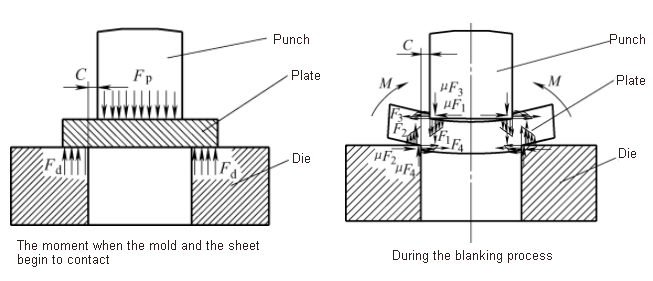
Metal Stamping And Die Design Blanking Machinemfg

Progressive Tool And Die Design Design Mechanical Design Metal Stamping

Motor Core Progressive Die Metal Stamping Sheet Metal Metal

Progressive Die Design 4 Keycreator Tool Engaged Youtube Tool And Die Maker Plastic Design Metal Tools

Compound Dies Youtube Mould Design Development Dedication

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs Etsaowcumvfawc0xofon5oahrrlii65fya Usqp Cau

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication

Deep Drawing Sequence Sheet Metal Deep Drawing Metal Forming
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctywatpwaidnnsxe Qys Dz Cpgb6kakhmu Volrze0bwo79mr7 Usqp Cau

Sheet Metal Forming An Overview Sciencedirect Topics

Pdf Advances In The Control Of Sheet Metal Forming
Sheet Metal Worker Cover Letter Sample Cover Letter Templates Examples

Bead Rolled Sheet Metal Sheet Metal Art Sheet Metal Metal Fabrication

Auto Part Car Sheet Metal Stamping Die Ry Sd010 Metal Stamping Electronic Parts Sheet Metal
Source : pinterest.com
